Introduction to Acoustic Emission
Acoustic emission is an amazing, promising and challenging subject of the modern technology and science. It is a well known from everyday life phenomenon: sound of breaking glass, falling tree, cracking ice are some examples of fracture sound we may hear from different objects subjected to stress. Scientifically defined, acoustic emission is a phenomenon of sound and ultrasound wave generation by materials that undergo deformation and fracture processes (Figure 1). Sources generating AE in different materials are unique. For examples, in metals, primary macroscopic sources are crack jumps, processes related to plastic deformation development and fracturing and de-bonding of inclusions. Quantitative and qualitative characteristics of acoustic emission waves, generated by sources of different nature depend directly on material properties and environmental factors.
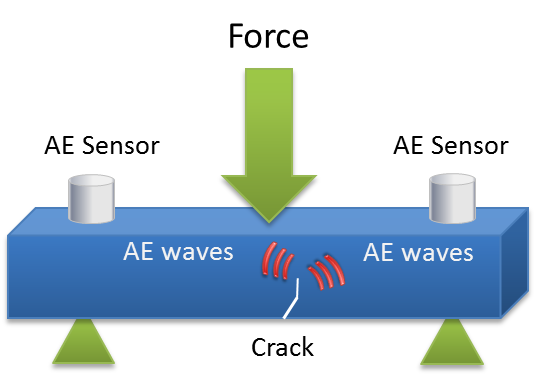
Figure 1. Acoustic emission due to crack growth in a solid material under stress.
Leaks, friction, knocks, chemical reactions, changes of size of magnetic domains are other examples of sources generating acoustic emission waves. These sources belong to another, secondary class of acoustic emission that is usually distinguished from the primary class of sources related to deformation and fracture development. Understanding the nature of emitted sound, characteristics of sounds and what they represent, can be used for development of useful technological solutions in non-destructive testing, material studies, control of production, medical examinations, analysis of chemical reactions and many other fascinating applications. Presentation of fundamentals of the acoustic emission science and technology and its unique applications is the goal of this article.
The physical nature of the phenomenon
Understanding the physical nature of acoustic emission in different materials is a cornerstone in the development of the acoustic emission technology. The success and the depth of the technology capabilities depend on the ability to determine the interconnection between characteristics of acoustic emission and sources it generated. However, establishing such interconnection for different materials and structures is a real scientific and technological challenge.
Material sources of acoustic emission
The goals of acoustic emission examinations in industrial applications today, are detection, location and assessment of flaws in structures made of metal, concrete or composites. In these materials, fracture development in form of crack propagation is a primary source of acoustic emission. Elementary crack jumps under static or dynamic loads are followed by a rapid release of energy. A part of this energy is released in form of stress waves as a result of fast redistribution of a stress field at the crack top. The stress waves generated are elastic waves mostly but inelastic waves can be generated also when stresses exceed yield limit. This occurs, for example, at the plastic zone of a crack developing in a ductile metal.
Other primary sources of acoustic emission in materials that undergo fracture are:
- Plastic deformation development and fracturing of hard inclusions in metals;
- Fiber breakage, matrix cracking and delamination in composites;
- Aggregate fracture, voids closure and etc. in concrete.
Non-material secondary sources of acoustic emission
Acoustic emission equipment is capable of detecting and analyzing acoustic emission sources of non-material origin, for instance, mechanical sources of friction, knocks, leaks and so on. There are multiple applications in which acoustic emission technology is used for revealing leaks, machinery health monitoring, detection of dynamic stress events in structures and other using these capabilities.
Wave propagation
Acoustic emission wave propagation out of the source it generated over the structure is always a complex mechanical puzzle. Waves of different types propagate at different velocities and with different oscillation directions. Moreover, passing through a medium, waves undergo multiple changes due to attenuation, dispersion, diffraction, scattering, reflection from boundaries, interaction with reflections and other. In those applications, where it is possible either analytically or numerically describe wave propagation, it is possible to achieve a greater accuracy in the source location and it characterization. For example, in anisotropic materials, an accurate location is possible when an effective wave velocity is incorporated in a location algorithm as function of a propagation angle.
Qualitative types of acoustic emission
There are two distinct qualitative types of acoustic emission: burst and continuous. Burst is a type of emission related to individual events occurring in a material that results in discrete acoustic emission signals. Continuous is a type of emission that related to time overlapping and/or successive emission events from one or several sources that results in sustained signals. Detection, ability to distinguish and analyze signals resulting from both emission types is important for many acoustic emission applications. For example, in ductile metals most of the energy expended on fracture processes goes to development of a plastic deformation, which normally accompanied by continuous acoustic emission. This is the reason why, normally flaws at their early stages in ductile metals can be detected mostly by use of continuous emission. Also, reliable detectability of specific flaws like stress corrosion cracking and creep are depend on detection and analysis of continuous acoustic emission. At the same time, there are flaws or conditions that can be detected by burst acoustic emission, like fracture of non-metallic inclusions, breakage of corrosion products, crack jumps in brittle or at advance stages in ductile metals and other.
Acoustic emission and loading conditions
Flaws are developing in materials under stress, not necessarily dynamic and/or due to exposure to different environmental conditions. Since acoustic emission is accompanying fracture processes, it is essential for the success of acoustic emission examination to learn about common flaws existing in the structure been examined and operational and stress conditions that may cause flaw origination and development. Once these factors are established, a procedure for performing AE examination can be developed. The fundamental principal of such procedure is to perform examination under the real or simulating real loading conditions that cause flaw origination and development. For example, if it is known that a thick pipe suffers from a thermal fatigue due to a large temperature gradient, it can be ineffective to examine this pipe under hydraulic pressure and ambient temperature conditions, simply because the stress distribution will be different and flaw may not develop and consequently will not actively emit acoustic emission during the test. Sometimes, it is necessary to perform a test under various operational and stress condition in order to detect and evaluate different possible types of flaws.
Application of the acoustic emission method as a diagnostic tool for assessment of structural integrity
Application of the acoustic emission as a diagnostic method, structural integrity assessment tool is possible when a qualitative or quantitative relationship between detected acoustic emission and material condition is established for a specific material and structure. There are two major approaches to achieve this goal:
- Determining experimentally a characteristic set (fingerprints) of acoustic emission parameters and their characteristics that uniquely describe a material condition, fracture stage, flaw type and etc. For example, to find acoustic emission characteristic fingerprints of concrete cracking and rebar corrosion.
- Establishing a theoretical relationship between acoustic emission parameters and their characteristics and material properties, fracture mechanics parameters and etc. For example, establishing relationship between acoustic emission energy and J-integral value of a crack.
Many works in developing both approaches were done for different structures and materials, for example standard test methods for evaluation of pressure vessel condition [2] or models interconnecting acoustic emission and fracture mechanics parameters like plastic deformation model, fatigue crack model and other described in [1].
The technology
Sensors
Acoustic emission sensor is a device that transforms a local dynamic material displacement produced by a stress wave to an electrical signal. AE sensors are typically piezoelectric sensors with elements maid of special ceramic elements like lead zirconate titanate (PZT). These elements generate electric signals when mechanically strained. Other types of sensors include capacitive transducers, laser interferometers.
Selection of a specific sensor depends on the application, type of flaws to be revealed, noise characteristics and other factors. Typical frequency range in AE applications varies between 20 kHz and 1 MHz. There are two qualitative types of sensors according to their frequency responds: resonant and wideband sensors. Thickness of piezoelectric element defines the resonance frequency of sensor. Diameter defines the area over which the sensor averages surface motion. Another important property of AE sensors is a Curie Point, the temperature under which piezoelectric element loses permanently its piezoelectric properties. Curie temperature varies for different ceramics from 120 to 400C0. There are ceramics with over 1200C0 Curie temperature.
Acoustic emission system
A typical acoustic emission system consists of:
- Sensors used to detect AE events.
- Preamplifiers that amplify initial signal. Typical amplification gains are 40 or 60 dB.
- Cables that transfer signals on distances up to 300m to AE devices. Cables are typically of coaxial type.
- Data acquisition device that performs analog-to-digital conversion of signals, filtration, hits (useful signals) detection and it parameters evaluation, data analysis and charting.
Detection of acoustic emission
The most commonly used method for detection of acoustic emission signals is based on threshold discrimination. When signals exceed a preset fixed or a float amplitude threshold level, a hit measurement and processing is triggered. In addition to threshold based hit detection techniques there are other methods based on a statistical analysis or spectrum characteristics.
Location of acoustic emission sources
There is a verity of different location methods for different structural geometries and applications. Most of location methods are based on evaluation of time difference between wave arrivals to different sensors. In cases when time of arrivals is difficult or impractical to detect, other methods are applied. These include cross correlation methods for location of continuous acoustic emission signals or different zone location method based on effect of signal parameters attenuation with a distance. Linear location of AE source on a pipe is demonstrated in Figure 2.
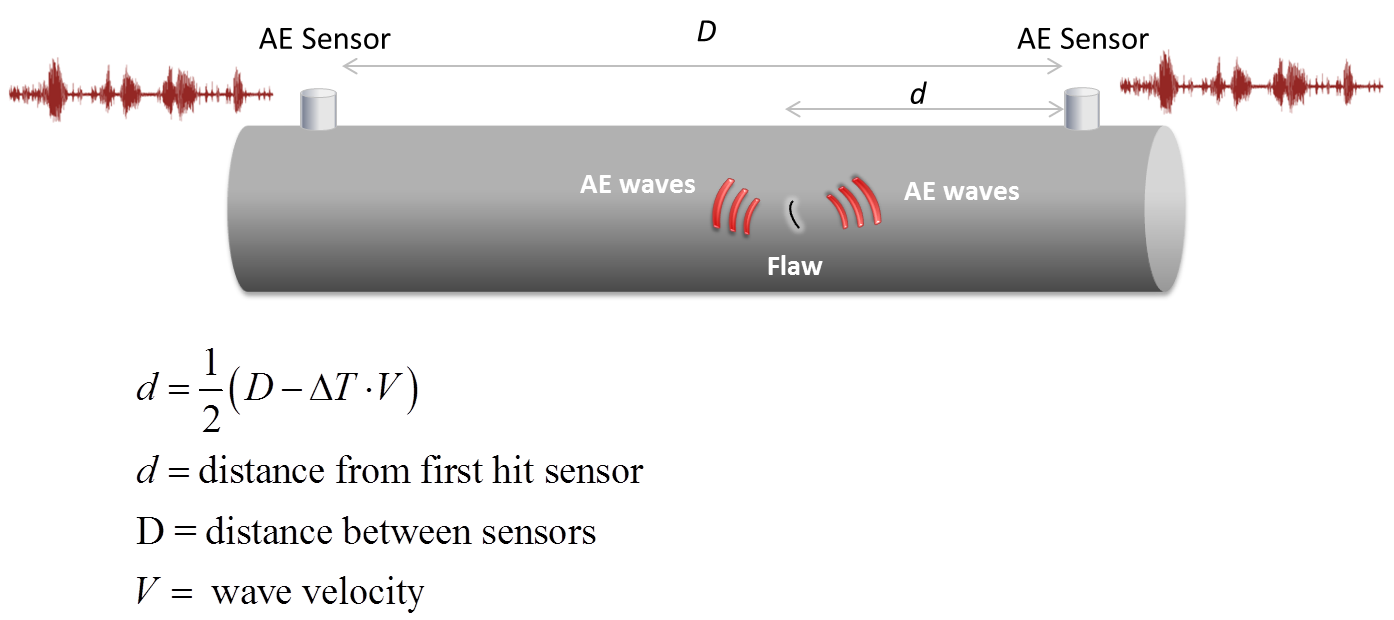
Figure 2. Calculation of AE source location based on the detected time difference between wave arrivals to sensors and known wave velocity.
Applications
The range of modern applications of acoustic emission method is huge. It is used in petro-chemical, power, nuclear power, gas-treatment, military, aerospace, medical, pharmaceutical and automotive industries and of course in academic and industrial research institutions. Applications can be divided on three categories: examination of structures, material study and control over manufacturing processes.
Examination of structures
Metal pressure vessel inspection is the most common application of acoustic emission method. Thousands of pressure vessels and storage tanks are inspected annually over the world. Tests performed during approval of new pressure vessels and tanks, periodic inspection of pressure vessels and tanks that were in service and in some cases continuously during operation.

Figure 3. A storage tank under test.
Piping inspection is another common application. Acoustic emission is used efficiently and fast for detection of cracks, corrosion damage and leaks. There are multiple advantages of the method in case of piping inspection. For example in case of buried or insulated pipelines (Figure 4), there is no need to open the entire surface of the pipe but just a small opening for installation of sensors, while a distance between sensors can be from few meters to 100 meters. Acoustic emission testing is applied also for inspection of high pressure and temperature piping systems during their normal operation.
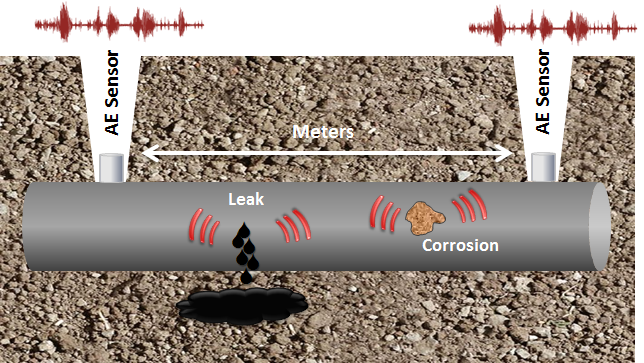
Figure 4. AE sources related to corrosion development and a leak in an underground pipeline.
Inspection of concrete and reinforced concrete bridges are applications where acoustic emission is used for detection of cracks, other concrete flaws, rebar corrosion, failure of cables and other. The method allows an overall inspection of a structure and long term condition monitoring when necessary providing an important information for bridge maintenance.
Examination of structures made of composite materials by acoustic emission method is increasing in aerospace industries. This includes evaluation of different airplane, helicopter and rocket components. There is a great potential for development of in flight monitoring systems based on the acoustic emission technology.
Material study
Material study is another field of acoustic emission application. Particularly acoustic emission is used for studies of:
- Environmental cracking including stress corrosion cracking, hydrogen embrittlement.
- Fatigue and creep crack growth.
- Material properties including material ductility or embrittlement, inclusions content.
- Plastic deformation development.
- Phase transformation.
and many other.
Control over manufacturing processes
Acoustic emission method is used for control over manufacturing processes. Examples are monitoring of welding, metal crystallization, forming, crimping and other. The method allows detection of defective components prior they leave the manufacturer. There many applications where acoustic emission is the only effective and applicable non-destructive test method. Examples are proof test of components for detection of micro-structural damage, test of composite overlap pressure vessels or engines.
Standardization
Standardization is an important and natural development of every non-destructive test method. Standardization allows to increase quality and reliability of acoustic emission examinations by specifying test procedures, test methods with assessment criteria, requirements for equipment, methods sensors calibration, necessary personnel qualification and terminology. Since early 1970s there were developed several dozens of standards related to acoustic emission worldwide and in different languages. The leading organization developing acoustic emission standards today is American Society for Testing Materials (ASTM). Organized in 1972, the ASTM E07.04 Subcommittee on Acoustic Emission in the ASTM E07 Committee on Nondestructive Testing, created over 20 standards [2]. Other organizations developed acoustic emission standards are American Society of Mechanical Engineers (ASME), American Society of Nondestructive Testing (ASNT), Association of American Railroads, Compressed Gas Association, European Committee on Standardization, Institute of Electrical and Electronics Engineers (IEEE), International Organization for Standardization (ISO), Japanese Institute for Standardization, Japanese Society for Nondestructive Inspection, USSR State Committee on Standards and other.
Conclusions
Acoustic emission is a unique non-destructive test method that allows:
- Overall examination of large structures during operation, detection of flaws at their early stages, flaw typification and assessment.
- Study of dynamic material behavior, developing fracture and material properties.
- Control over manufacturing processes and production, machinery health monitoring.
Further development of diagnostic capabilities of acoustic emission method, equipment and standardization will allow development of automatic expert systems for on-line structural integrity assessment and machinery control.
References
- Acoustic Emission Testing, “Nondestructive Testing Handbook”. 3rd Edition, Volume 6, American Society for Nondestructive Testing, Inc., 2005.
- Annual Book of ASTM Standards, Section Three, “Metals Test and Analytical Procedures”. Volume 03.03, Nondestructive Testing, ASTM International, 2005.